

Cito's die-cutting and creasing lesson III: Basics for selecting the cutting die and the creasing matrix
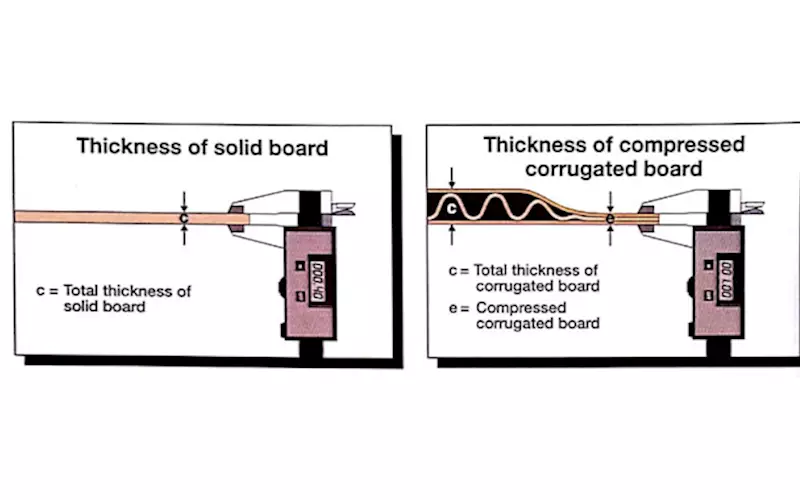
Firstly, in order to be able to select the proper creasing system it requires some details on the material to be cut and the cutting tool to be used. The material thickness is essential for the determination of all further parameters. In this connection it has to be taken into account that in order to determine the thickness of corrugated board, the material, first of all, has to be compressed; because only the remaining residual height is relevant for the calculation. On the basis of the determ
09 Jan 2017 | By PrintWeek India
Cito's die-cutting and creasing lesson III: Basics for selecting the cutting die and the creasing matrix
Necessary height of creasing rule

In our example we start out from a standardised cutting rule height of 23.6mm. Today, in most countries this standardised cutting rule height is used. Only a few Asian countries a standardised cutting rule height of 23.6mm finds application; as a result, the creasing rule heights applied in these countries are accordingly lower.
Normally plywood plates of a thickness of 18mm are used for cutting dies applied for folding- boxes, and plywood plates of a thickness of 15mm are used for converting corrugated board. However, there are some markets where these values may vary. In order to determine the correct creasing rule height of a cutting die the thickness of the material to be cut has to be deducted from the cutting rule height.
As displayed in our graphical examples, in the case of a material to be cut of 0.4 mm and a cutting rule height of 23.8 mm there results a creasing rule height of 23.4 mm; correspondingly, in the case of a thickness of the material to be cut of 1 mm and a cutting rule height of 23.8 mm a creasing rule of 22.8 mm is to be used. Minor deviations from this principle can be compensated for by using correspondingly higher or lower creasing systems.
Necessary height of creasing rule

The difference in height between cutting and creasing rules is compensated for by the creasing matrix, i.e., in the case of a creasing rule height of 23.4 mm a creasing system with a height of 0.4 mm is to be used. If a creasing rule of 22.8 mm is used, the height of the creasing system is to be one mm. The creasing rule heights have a decisive influence on the quality of the packaging to be cut. If the creasing rules are too high, relative to the material to be cut, this will inevitably cause considerable disturbances in the production process. On the one hand, a perfectly marked creasing is no longer possible, and on the other, due to too high a creasing rule in combination with accordingly too thick a material, the whole cutting die is blocked and the outer cutting rules are not able to cut cleanly. This causes fraying of the material and increased formation of cutting-dust.
Necessary width of creasing rule
Of course, when calculating the correct creasing channel width the thickness of the creasing rules has to be taken into account as well. Basically, 5 different creasing rule thicknesses find application. They are, on the one hand, defined by point- sizes and on the other they are also indicated in mm. The width of the used creasing rule has to correspond with the material to be cut, too.
The thumb rule is: one should never try to die cut a material with a creasing rule that is thinner than the material to be cut. Hence it follows that even in the case of a material thickness of approx. 0.6 mm it is recommended to change over from a 2- point-rule (0.7 mm) to a 3-point-rule (1.05 mm). In the case of corrugated board one should basic ally use at least a 3-point-rule.
This technical article is courtesy Cito-System. The Germany-based firm is represented by Capital Graphic Supplies / A S Print Aids in India. For additional information contact Arun Gandhi.








 See All
See All